Introduction to Heating Furnace: Principle, Types & Applications
Heating furnaces are essential in various industries, including the crystallization and processing sectors, where precise temperature control is critical. These furnaces convert different forms of energy into heat and transfer it to materials using thermal radiation and convection. The control of temperature during processes like crystal growth and surface deposition directly impacts product quality. This article talks about the basic principles of heating furnaces and explores the different types of heating furnaces, highlighting their unique characteristics and applications. Understanding these types will aid in selecting the most suitable furnace for specific industrial needs.
Basic Principle of The Heating Furnace
The basic principle of the heating furnace includes: 1) converting electrical energy into thermal energy using resistance heating, induction heating, or radiant heating, or 2) converting chemical energy into thermal energy by means of the process of fuel combustion, and the uniform transfer of heat to the material to be heated.
The heating furnace is equipped with an internal combustion device for the combustion of fuel to produce high-temperature flue gas. The flue gases are discharged through a flue, while the waste heat of the exhaust gases may be utilized to preheat the air entering the combustion chamber to improve thermal efficiency. The heating furnace may also be equipped with an automatic control and monitoring system to precisely control the temperature and time of the heating process. Continuous heating furnaces usually use gas fuel, heavy oil, or pulverized coal, and some burn lump coal. In order to effectively utilize the heat of the exhaust gases, heat exchangers for preheating air and gas are installed in the flue, or waste heat boilers are installed.
In forging and rolling production, billets are generally heated in an oxidizing atmosphere with a complete combustion flame. The use of incomplete combustion of reducing flames (i.e., “self-protective atmosphere”) to directly heat the metal can be achieved without oxidation or less oxidation. This type of heating is called open-flame or open-flame non-oxidizing heating and is successfully used in rotary-bottom furnaces and chamber furnaces.
General heating furnace structure according to the furnace temperature distribution, the furnace length along the direction of the preheating section, heating section, and even heat section. The preheating section of the furnace temperature is lower, but also the feed end of the raw material, its role is to use the furnace gas heat, to improve the thermal efficiency of the furnace. The heating section is the main heating section, the furnace gas temperature is higher, to facilitate the realization of rapid heating. Even heat section is located in the discharge end, the temperature difference between the furnace gas and the metal material temperature is very small, to ensure that the section temperature of the billet out of the furnace is uniform.
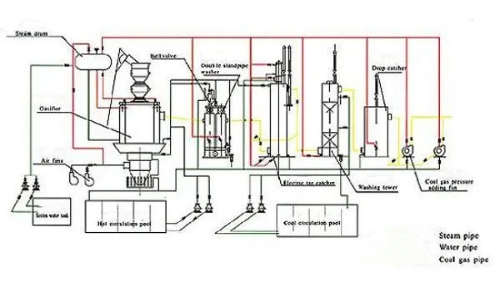
Fig. 1 Structure and Principle of Vacuum Heating Furnace
Types of Heating Furnaces and Their Characteristics
At present, the more widespread classification is based on the shape and process use of the heating furnace, divided into continuous heating furnaces and chamber heating furnaces. Each category is further divided into specific types.
Continuous Heating Furnace
Most continuous heating furnaces are used to heat metal billets before rolling, and a few are used for forging and heat treatment. The main feature is the billet in the furnace according to the rhythm of rolling continuous movement, the furnace gas in the furnace also has continuous flow. In general, in the section size of the charge, species, and yield unchanged, the temperature of all parts of the furnace and the temperature of the metal material in the furnace does not change over time, and only along the length of the furnace changes.
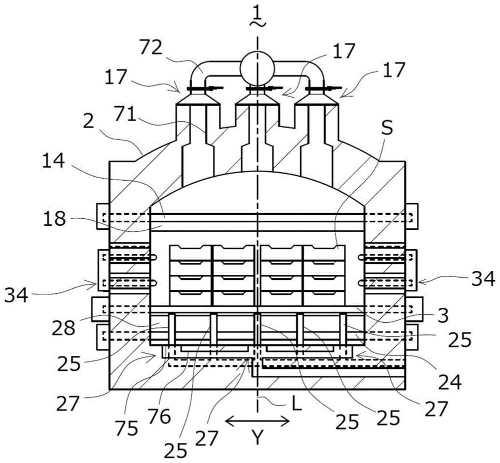
Fig. 2 A Continuous Heating Furnace of Stacked Saggars
Continuous heating furnaces includes push-type furnaces, step furnaces, rotary furnaces, chamber furnaces. Among these, push-type furnaces are often specifically mentioned when discussing continuous heating furnaces.
1. Pusher-type continuous heating furnace
A pusher-type continuous heating furnace operates by pushing the steel machine to complete the task of transporting materials in the furnace continuously heating the furnace. Billets are slid on the bottom of the furnace or slides supported by water-cooled pipes; in the latter case, the billets can be heated on both sides. The water pipes at the bottom of the furnace are usually covered with an insulating material to minimize heat loss. In order to minimize the water-cooled slide caused by the lower part of the billet "black marks", supported by the refractory masonry wall, this furnace is called a "water-cooled furnace".
2. Stepped continuous heating furnace
A stepped continuous heating furnace moves material billets forward in a step-by-step manner, relying on the bottom of the furnace or water-cooled metal beams. This movement includes forward, downward, and backward steps to progress the billets through the furnace. There are two main types of this furnace:
- Step-bottom Furnace: Features a fixed bottom and a step bottom.
- Step-beam Furnace: Features a fixed beam and a step beam.
Compared with the push-type furnace, it has the following advantages: 1) flexible material transportation, if necessary, all the furnace material can be discharged out of the furnace; 2) billets in the furnace bottom or beams at intervals can be faster and uniformly heated; 3) eliminated the push-type furnace arching and sticking faults, and thus the length of the furnace is not subject to the limitations of these factors.
3. Turn-bottom heating furnace
A turn-bottom heating furnace features a fixed furnace body with a rotating bottom. The material billets placed on the rotating bottom move from the inlet to the outlet as the bottom rotates. Depending on the shape of the bottom, these furnaces can be categorized into:
- Ring Furnace: Commonly used in metallurgical plants.
- Disk-shaped Furnace
The turn-bottom ring furnace has a production capacity of about 75 tons per hour. This type of furnace is suitable for heating materials that cannot be transported using push-type or stepped methods, such as round billets, wheel and rim billets, pre-shaped die forging billets, and various other billet types and lengths.
However, one disadvantage is the low area utilization rate of the bottom of the furnace, with unit area production typically around 350 to 400 kg/m² per hour.
4. Chamber-type rapid heating furnace
A chamber-type rapid heating furnace consists of multiple heating chambers arranged in a line. Each chamber is separated by transfer rooms equipped with billet rollers. Billets, either single or double, pass through these heating chambers and rooms, receiving heat throughout the process. Each heating chamber and its neighboring chamber together form a “furnace section,” hence it is also referred to as a section furnace.
This type of furnace can be heated quickly, with little oxidation and decarburization, and is suitable for heating round billets and steel tubes. Matching with the planetary mill, can be used to heat the continuous casting slab; can also be localized heating of certain steel.
The disadvantage is the low production capacity of the unit furnace length, the furnace thermal efficiency is low.
Chamber Heating Furnaces
Chamber heating furnaces are used for heating metal billets or ingots before forging. Material heating does not move; the furnace is not segmented, and the requirement of uniform temperature everywhere, for large ingot heating using a cyclical temperature system (i.e., the furnace temperature is divided into the preheating period by time, heating period, and even heat period, etc.).

Fig. 3 A Kind of Large Chamber Heating Furnace
There are two kinds of room-type heating furnaces: fixed-bottom room-type furnaces and car-bottom-type furnaces.
1. Fixed-bottom chamber furnace
The furnace bottom area is generally 1 ~ 10 m 2. Charging more by hand or simple machinery; heating of larger workpiece chamber furnace, there are also specially equipped with a charging machine. Fuel for coal, heavy oil, or gas. Some furnaces in the furnace wall open a gap, and billets from the gap into the furnace heating are called “seam furnaces”, often used in small pieces of heating or long billets at the end or local heating. This type of furnace bottom unit area production is usually 300 to 400 kg / (m 2 - hour), and the unit heat consumption per ton of steel is about (1.0 ~ 1.5) × 106 kcal.
2. Car bottom type furnace
It is used for the weight of more than ten tons to several hundred tons of large ingots in the forging before the heating, furnace type for the room, or tunnel type. Heating objects placed on the trolley, loading and unloading outside the furnace, by the workshop crane or other traction devices to pull the cart into or dragged out of the furnace, large ingot heating requirements of the furnace temperature distribution is uniform, so the car bottom-type furnace is often used to decentralized heating and decentralized smoke exhaust (burner and flue gas outlet dispersed layout in the furnace side walls).
Other Classification Factors
Heating furnaces can also be classified based on various factors beyond the basic continuous and chamber types. These classifications include:
1. Furnace Structure: Based on the external shape of the furnace, including box-type furnaces, slant top furnaces, cylinder furnaces, and vertical furnaces.
2. Process Use: Based on specific industrial applications, including atmospheric furnaces, decompression furnaces, catalytic furnaces, coking furnaces, hydrogen furnaces, and asphalt furnaces.
3. Method of Heat Transfer: Based on how heat is transferred, including pure radiation furnaces, pure convection furnaces, and convection-radiation furnaces.
4. Heating Methods: Based on the heating method used, including single-sided radiation furnaces and double-sided radiation furnaces.
5. Form of Combustion and Air Supply: Based on combustion and air supply methods, including bottom-fired furnaces, side-fired furnaces, forced-air furnaces, and natural air supply furnaces.
6. Fuel Used: Based on the type of fuel used, including oil burners, gas burners, and dual-fuel burners.
7: Special Types: Based on special purposes or working environments, including lift heating furnaces, heat treatment furnaces, vacuum furnaces, and atmosphere furnaces.
Conclusion
Heating furnaces are indispensable in industries requiring precise temperature control, such as crystallization and various processing industries. Understanding the basic principles, types, and characteristics of heating furnaces can aid in selecting the appropriate equipment for specific applications. Whether utilizing continuous or chamber heating furnaces, the choice of furnace impacts the efficiency and quality of the heating process. For detailed guidance and expertise, consulting professionals like those at Stanford Advanced Materials (SAM) can provide valuable assistance in making informed decisions.
References:
[1] R. R. Gilman, Czochralski and Floating Zone Crystal Growth of Modern Materials, Springer, 2012.
[2] G. Müller, "Handbook of Crystal Growth: Bulk Crystal Growth," Elsevier, 2014.
[3] Guo Qin-Min, Qin Zhi-Hui. Development and application of vapor deposition technology in atomic manufacturing. Acta Phys. Sin., 2021, 70(2): 028101. doi: 10.7498/aps.70.20201436
[4] R. F. C. Farrow, "Molecular Beam Epitaxy: Applications to Key Materials," Noyes Publications, 1995.
[5] L. L. Chang and K. Ploog, "Molecular Beam Epitaxy and Heterostructures," Springer, 2013.
[6] Lech Pawlowski, "The Science and Engineering of Thermal Spray Coatings," John Wiley & Sons, 2008.
[7] Robert C. Tucker Jr., "Thermal Spray Technology," ASM Handbook, Volume 5A, ASM International, 2013.
[8] Gerd W. Becker, "Industrial Furnaces: Heat Treatment Equipment," Wiley-VCH, 2014.